Корзина покупок пуста.
Вы можете выбрать товар из Каталога.
Вы можете выбрать товар из Каталога.
 Автомобильные подъемники
168
Автомобильные подъемники
168
 Шиномонтажное оборудование
334
Шиномонтажное оборудование
334
 Легковой участок
233
Легковой участок
233
 Легковые балансировочные станки
32
Легковые балансировочные станки
32
 Легковые шиномонтажные станки
47
Легковые шиномонтажные станки
47
 Подкатные домкраты
18
Подкатные домкраты
18
 Комплекты шиномонтажного оборудования
10
Комплекты шиномонтажного оборудования
10
 Пневмоинструмент
15
Пневмоинструмент
15
 Правка дисков
18
Правка дисков
18
 Дошиповка
14
Дошиповка
14
 Мойки колес
11
Мойки колес
11
 Ванны для проверки колес
5
Ванны для проверки колес
5
 Борторасширители
6
Борторасширители
6
 Вулканизаторы
14
Вулканизаторы
14
 Накачка колес и другое
29
Накачка колес и другое
29
 Оборудование SIVIK
27
Оборудование SIVIK
27
 Грузовой участок
41
Грузовой участок
41
 Расходные материалы
75
Расходные материалы
75
 Общегаражное
157
Общегаражное
157
 Стенды сход-развал
107
Стенды сход-развал
107
 Кузовной цех
138
Кузовной цех
138
 Компрессорное оборудование
45
Компрессорное оборудование
45
 Обслуживание систем и агрегатов
228
Обслуживание систем и агрегатов
228
 Диагностические стенды
10
Диагностические стенды
10
 Маслосменное оборудование
51
Маслосменное оборудование
51
 Обслуживание АКПП
7
Обслуживание АКПП
7
 Обслуживание гидросистем
18
Обслуживание гидросистем
18
 Обслуживание кондиционеров
23
Обслуживание кондиционеров
23
 Газоанализаторы
6
Газоанализаторы
6
 Обслуживание систем впрыска
26
Обслуживание систем впрыска
26
 Приборы проверки фар
7
Приборы проверки фар
7
 Диагностические сканеры
30
Диагностические сканеры
30
 Для электрических компонентов
6
Для электрических компонентов
6
 Мойки деталей
15
Мойки деталей
15
 Водородные очистки
2
Водородные очистки
2
 Ультразвуковые ванны
13
Ультразвуковые ванны
13
 Различные стенды
16
Различные стенды
16
 Инструмент
105
Инструмент
105
 Вытяжные системы
20
Вытяжные системы
20
 Производственная мебель
41
Производственная мебель
41
 Автомоечное оборудование
62
Автомоечное оборудование
62
 Автохимия
89
Автохимия
89
 АКЦИИ
28
АКЦИИ
28
 Запчасти
92
Запчасти
92
 Услуги
28
Услуги
28
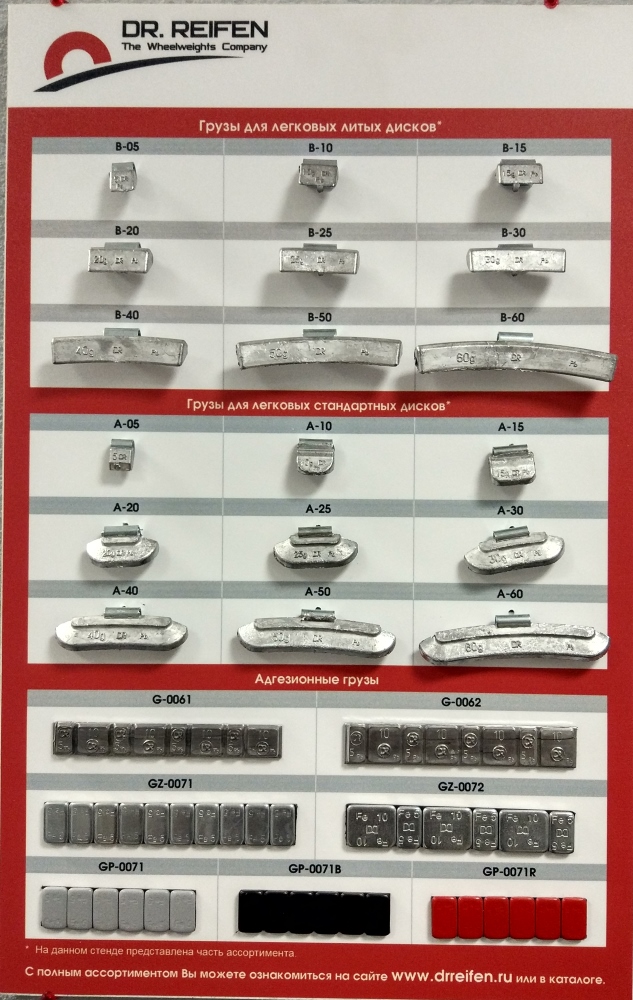
 Стальные придется сразу приклеить, и сместить не получится. В данном случае начинают доклеивать дополнительные груза, что является не качественной балансировкой.
Стальные придется сразу приклеить, и сместить не получится. В данном случае начинают доклеивать дополнительные груза, что является не качественной балансировкой. он просто отлетит, он ведь может попасть в соседнюю, возможно очень дорогую, машину, и не дай бог в пешехода. Доказать вину мастера практически невозможно, а вот конечный клиент будет вынужден за это расплатиться.
он просто отлетит, он ведь может попасть в соседнюю, возможно очень дорогую, машину, и не дай бог в пешехода. Доказать вину мастера практически невозможно, а вот конечный клиент будет вынужден за это расплатиться. говорит что это не правильно и груз отвалится, а мастер шиномонтажа имеет мнение что ничего страшного. На самом деле если клиент не против использования вторичных грузов в этом нет ничего страшного! Слова о том, что ушко уже не имеет той прочности что у нового – миф. Оно просто слегка ржавое, и его прочности хватит на долго. Вопрос в том брать ли оплату за этот груз? Наше мнение - нет. НО самое главное, опять же набивать груза для штампа на штамп, а груза для литья на литьё! У этого вопроса, на сегодняшний день, появилась и обратная сторона. В погоне за экономией многие производители забыли о качестве, и на некоторых грузах ушко болтается уже из упаковки. Такие груза являются не кондицией и использование их нежелательно.
говорит что это не правильно и груз отвалится, а мастер шиномонтажа имеет мнение что ничего страшного. На самом деле если клиент не против использования вторичных грузов в этом нет ничего страшного! Слова о том, что ушко уже не имеет той прочности что у нового – миф. Оно просто слегка ржавое, и его прочности хватит на долго. Вопрос в том брать ли оплату за этот груз? Наше мнение - нет. НО самое главное, опять же набивать груза для штампа на штамп, а груза для литья на литьё! У этого вопроса, на сегодняшний день, появилась и обратная сторона. В погоне за экономией многие производители забыли о качестве, и на некоторых грузах ушко болтается уже из упаковки. Такие груза являются не кондицией и использование их нежелательно.Адрес
Россия, Свердловская область, Екатеринбург, ул. Промышленный проезд 3Ж
Приём звонков
с 9:00 до 20:00
Телефон
+7(343)202 68 00
Телефон
+7(904)98 98 88 2
Email
sale@as-ob.ru
Заполните форму, и наши специалисты свяжутся с Вами в ближайшее время.
 Одностоечные подъемники
Одностоечные подъемники
 Двухстоечные подъемники
Двухстоечные подъемники
 Четырехстоечные подъемники
Четырехстоечные подъемники
 Ножничные подъемники
Ножничные подъемники
 Плунжерные подъемники
Плунжерные подъемники
 Подкатные подъемники
Подкатные подъемники
 Траверсы, домкраты канавные
Траверсы, домкраты канавные
 Подъемники для мото-техники
Подъемники для мото-техники
 Пневматические подъемники
Пневматические подъемники
 Парковочные системы
Парковочные системы
 Грузовые балансировочные станки
Грузовые балансировочные станки
 Грузовые шиномонтажные станки
Грузовые шиномонтажные станки
 Грузовые комплекты
Грузовые комплекты
 Грузовое оборудование
Грузовое оборудование
 Комплекты расходных материалов
Комплекты расходных материалов
 Самоклеящиеся груза
Самоклеящиеся груза
 Набивные для литых
Набивные для литых
 Набивные для штампов
Набивные для штампов
 Набивные для грузовых
Набивные для грузовых
 Химия
Химия
 Инструмент для шиноремонта
Инструмент для шиноремонта
 Материалы для ремонта
Материалы для ремонта
 Прессы
Прессы
 Краны
Краны
 Домкраты
Домкраты
 Подкатные домкраты
Подкатные домкраты
 Бутылочные и реечные
Бутылочные и реечные
 Расходные материалы для домкратов
Расходные материалы для домкратов
 Траверсы
Траверсы
 Кантователи и держатели двигателя и КПП
Кантователи и держатели двигателя и КПП
 Проточка дисков и барабанов
Проточка дисков и барабанов
 Стяжки пружин
Стяжки пружин
 Индукционные нагреватели
Индукционные нагреватели
 Подкатные гайковерты
Подкатные гайковерты
 Лежаки
Лежаки
 Рихтовка
Рихтовка
 Стенды Техновектор
Стенды Техновектор
 Техновектор 4
Техновектор 4
 Техновектор 5
Техновектор 5
 Техновектор 6
Техновектор 6
 Техновектор 7 TRUCK
Техновектор 7 TRUCK
 Техновектор 7
Техновектор 7
 Техновектор 7МС
Техновектор 7МС
 Техновектор 8
Техновектор 8
 Стенды 3D Китай
Стенды 3D Китай
 Стенды Hunter
Стенды Hunter
 John Bean / Hofmann
John Bean / Hofmann
 Стенды Trommelberg
Стенды Trommelberg
 Стенды РУУК Россия
Стенды РУУК Россия
 Все стенды
Все стенды
 Аксессуары
Аксессуары
 Покрасочное оборудование
Покрасочное оборудование
 Окрасочно-сушильные камеры
Окрасочно-сушильные камеры
 Зоны подготовки
Зоны подготовки
 Инфракрасные сушки
Инфракрасные сушки
 Шлифовально-вытяжное оборудование
Шлифовально-вытяжное оборудование
 Инструменты и аксессуары
Инструменты и аксессуары
 Стапели
Стапели
 Пуско-зарядное, сварочное
Пуско-зарядное, сварочное
 Сварочные аппараты
Сварочные аппараты
 Пуско-зарядное оборудование
Пуско-зарядное оборудование
 Плазменные резки
Плазменные резки
 Аксессуары и расходные материалы
Аксессуары и расходные материалы
 Измерительные системы
Измерительные системы
 Шлифовально-полировальные машинки
Шлифовально-полировальные машинки
 Полировальные пасты
Полировальные пасты
 Инструменты и аксессуары
Инструменты и аксессуары
 Поршневые компрессоры
Поршневые компрессоры
 Винтовые компрессоры
Винтовые компрессоры
 Комплектующие пневмолинии
Комплектующие пневмолинии
 Диагностические линии
Диагностические линии
 Диагностические стенды
Диагностические стенды
 Мощностные стенды
Мощностные стенды
 Люфтомеры
Люфтомеры
 Слив и откачка масла
Слив и откачка масла
 Насосы, шланги
Насосы, шланги
 Нагнетатели, шприцы
Нагнетатели, шприцы
 Аксессуары
Аксессуары
 Для легковых автомобилей
Для легковых автомобилей
 Для грузовых автомобилей
Для грузовых автомобилей
 Видеоэндоскопы и зонды
Видеоэндоскопы и зонды
 Тележки инструментальные
Тележки инструментальные
 Ложементы для тележек
Ложементы для тележек
 Пневмоинструмент
Пневмоинструмент
 Осветительный
Осветительный
 Ключи
Ключи
 Головки, трещотки
Головки, трещотки
 Отвертки, ударный
Отвертки, ударный
 Шарнирно-губцевый инструмент
Шарнирно-губцевый инструмент
 Аккумуляторный
Аккумуляторный
 Измерительный
Измерительный
 Съемники
Съемники
 Разное
Разное
 Стационарные вытяжки
Стационарные вытяжки
 Рельсовые вытяжки
Рельсовые вытяжки
 Вытяжки мобильные
Вытяжки мобильные
 Разное
Разное
 Верстаки
Верстаки
 Тележки
Тележки
 Стеллажи, ящики, шкафы, скамейки
Стеллажи, ящики, шкафы, скамейки
 Мойки самообслуживания
Мойки самообслуживания
 Мойки высокого давления
Мойки высокого давления
 Пеногенераторы и Пенокомлекты
Пеногенераторы и Пенокомлекты
 Аппараты для химчистки
Аппараты для химчистки
 Пылесосы
Пылесосы
 Дозатрон
Дозатрон
 Аксессуары
Аксессуары
 Автошампуни
Автошампуни
 Чистка и защита кузова
Чистка и защита кузова
 Очистители двигателя
Очистители двигателя
 Уход и чистка салона
Уход и чистка салона
 Обработка стекол
Обработка стекол
 Обработка шин и дисков
Обработка шин и дисков
 Ароматизаторы
Ароматизаторы
 Расходные материалы
Расходные материалы
 Нанокерамика
Нанокерамика
 Чистка металлов
Чистка металлов
 Услуги
Услуги
 Техническое обслуживание
Техническое обслуживание
 Монтаж/Демонтаж
Монтаж/Демонтаж
 Нивелировка/Калибровка
Нивелировка/Калибровка

. электрогидравлический, SIVIK (Россия)")



 RUPES 1л")



